Referenzen Forschung & Entwicklung

Seit Beginn der Tätigkeit legt EnviCare® stets höchsten Wert auf die Teilnahme an Forschungs- und Entwicklungsprojekten und auf eine enge Kooperation mit universitären und außeruniversitären Forschungseinrichtungen.
Membranbioreaktor (MBR) Versuchsanlage im ISO Container

Auftraggeber: Gemeinden, Produktionsbetriebe
Zeitraum: seit 2004
Leistungen: Planung, Betreuung und Auswertung von Pilotversuchen
Aufgrund der unterschiedlichen Qualitäten der zu reinigenden kommunalen und industriellen Abwässer ist ein Versuchsbetrieb anzuraten, um die gegebenen Rahmenbedingungen kennen zu lernen und die Betriebsweise zu optimieren.
EnviCare® hat daher eine mobile Versuchsanlage im technischen Maßstab entwickelt, welche in einem Standard-ISO-Container untergebracht ist und einen einfachen und schnellen Transport und Aufstellung der Versuchsanlage ermöglicht.
Nach der Vorklärung kann die Biologie wahlweise aerob, anoxisch oder anaerob gefahren werden. Zusätzlich ist eine Anlagenwarte mit SPS-Steuerung zur Bedienung und zum vollautomatischen Betrieb der Membranfiltrationsanlage integriert.
Der Container wurde bereits bei zahlreichen Projekten (Kommunale Kläranlage, Getränkeproduzent, Abfallbehandlungsbetriebe, Galvanikbetrieb, Deponiesickerwasserreinigung) erfolgreich eingesetzt und der Versuchsbetrieb wird von uns stets umfassend betreut. Die Erfahrung mit dem Einsatz von MBR-Anlagen zur Reinigung von industriellem Abwasser zeigt eindrucksvoll, dass diese Technologie zuverlässig und robust ist. Wesentliche Vorteile sind der geringere Platzbedarf, hohe Abbaugrade und einen 100%igen Schlammrückhalt, der eine hervorragende Adaption der Biomasse an das jeweilige Abwasser gewährleistet.
Weitere Informationen (Datei zum Download).
Hier gibt es noch weitere Referenzen zu MBR-Projekten, welche mit der Versuchsanlage entwickelt wurden.
Forschungsprojekt AR-HES-B – Abwasserreinigung zur hybriden Energiespeicherung, Energiebereitstellung und Wertstoffgewinnung
Auftraggeber: Österreichische Forschungsförderungsgesellschaft
Zeitraum: 2015-2018
Leistungen: Detailplanung, Prozesssimulation, Projektmitarbeit
„AR-HES-B“ verfolgt das übergeordnete Ziel, technologische Änderungen der kommunalen Abwasserreinigung zu entwickeln, um die kommunale Abwasserreinigungsanlage vom hohen Energieverbraucher hin zum hybriden Energieerzeuger und Energiespeicher und Wertstoffbereitsteller zu transformieren.
Durch das „AR-HES-B“-Konzept positioniert sich die Abwasseraufbereitung als eine wichtige Drehscheibe im überregionalen Energie- und Stoffaustausch. Als hybrider Energiespeicher und -bereitsteller und Wertstoffbereitsteller kann eine intelligente Verknüpfung der Abwasser-, Strom-, Erdgas- und Fernwärmenetze an der Schnittstelle kommunale Kläranlage erreicht werden und durch zukunftsfähige Speicherlösungen Lastspitzen in der Fernwärme und in Stromnetzen abgepuffert werden.
EnviCare® konnte in diesem Projekt Fachwissen und langjährige Erfahrungen im Bereich Abwasserreinigung und Biogaserzeugung einbringen. Gemeinsam mit den Projektpartnern wurde ein Excel-Tool zur Berechnung möglicher Zukunftsszenarien und ein Planungsleitfaden erstellt.
Der Leitfaden kann auf der Projekt-Homepage der AEE Intec heruntergeladen werden.
Forschungsprojekt Galvano-MD – Membrandestillation zur energieeffizienten Behandlung (Aufkonzentrierung) von Galvanikflüssigkeiten
Auftraggeber: Österreichisches Industrieunternehmen
Zeitraum: 2014-2016
Leistungen: Detailplanung, Prozesssimulation, Betriebsunterstützung und -optimierung
Im Rahmen des Projektes, welches von der FFG (Österreichische Forschungsförderungs GmbH) maßgeblich gefördert worden ist, wurde das Verfahren Membrandestillation für den Einsatz bei der Badpflege von Galvanik- bzw. Beizbecken weiterentwickelt. Anhand von Labor- und Technikumsversuchen wurde ein geeignetes Membranmodul entwickelt und die Betriebsparameter optimiert.
EnviCare® unterstützte dabei ihre Auftraggeberin bei der Detailplanung der Pilotanlage und der Prozesssimulation der Membrandestillation.
Die Projektpartner AEE INTEC und ROTREAT Abwasser GmbH wurden am 03. Oktober 2016 für die Innovation mit dem ACR-Kooperationspreis 2016 ausgezeichnet. Weitere Informationen können auf der Projekt-Homepage der AEE Intec nachgelesen werden.
Forschungsprojekt En-RecoTreat – Innovative Membrandestillation zur Wertstoff- und Energierückgewinnung in der kommunalen Abwasserbehandlung
Auftraggeber: Forschungsprojekt En-RecoTreat – Innovative Membrandestillation zur Wertstoff- und Energierückgewinnung in der kommunalen Abwasserbehandlung
Zeitraum: 2014-2016
Leistungen: Detailplanung, Prozesssimulation, Betriebsunterstützung und -optimierung
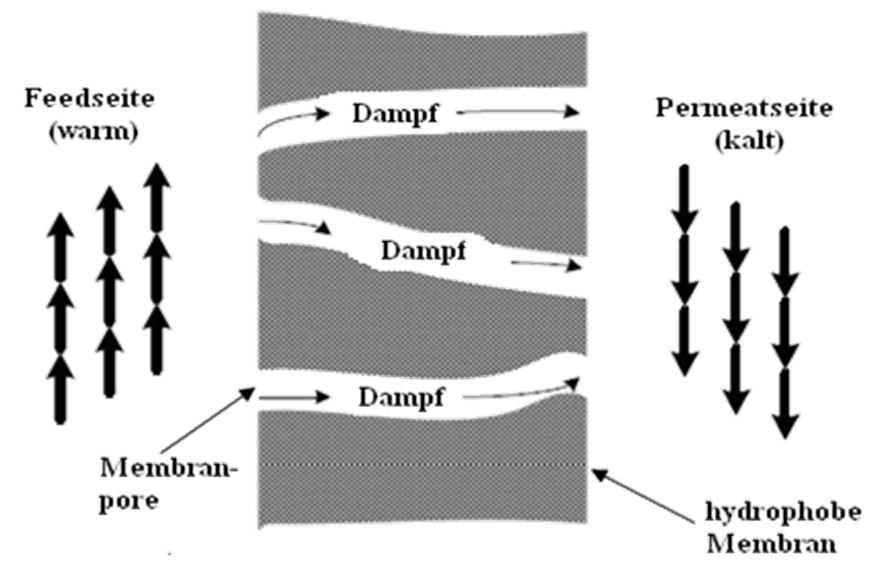
Im Rahmen des Projektes wird die Technologie der Membrandestillation für den Einsatz in der Abwasserbehandlung weiterentwickelt.
Bei der Membrandestillation wird Ammonium aus dem Abwasser abgetrennt und rückgewonnen. Durch die Rückgewinnung von Ammonium wird der Sauerstoffbedarf und der Energiebedarf für die biologische Oxidation massiv reduziert werden. Weiters können durch die Entnahme von Stickstoff und Weiterverarbeitung zu einem Wertstoff (z.B. Düngemittel) Erlöse erzielt werden.

Das zweite Ziel des Projektes war die Erhöhung der Kohlenstoffkonzentration im Abwasser, um einen effizienteren Betrieb von anaeroben Hochleistungsreaktoren zu ermöglichen. Anhand von Labor- und Technikumsversuchen wurde ein geeignetes Membranmodul ausgewählt, Versuche mit Abwässern einer Kläranlage durchgeführt und auf Basis der Ergebnisse Scale-up Szenarien entwickelt.
Forschungsprojekt AMRE*MD – Ammoniumhaltige Gärresteverwertung mittels Membrandestillation in Biogasanlagen

Auftraggeber: Steirische Wirtschaftsförderung
Zeitraum: 2014-2016
Leistungen: Detailplanung, Prozesssimulation, Betriebsunterstützung und -optimierung
Ziel des vorliegenden Projektes AMRE*MD war es, den in der flüssigen Fraktion der Gärreste einer Biogasproduktion enthaltenen Stickstoff mittels eines neuartigen Membrandestillations (MD) -Verfahrens zurückzugewinnen.
Die Membrandestillation als thermisches Trennverfahren bietet hierfür eine energieeffiziente Alternative auf niedrigem Temperaturniveau zu anderen Trennverfahren und ermöglicht darüber hinaus die Nutzung der Abwärme der Biogasanlage sowie die Integration von anderen erneuerbaren Energiequellen wie z.B. Solarthermie.
Im Zuge des Projektes wurde ein Membrandestillationsverfahren entwickelt, mit dem der in flüssigen Reststoffen (Gärreste, Schlämme, Zentratwasser, Gülle) vorliegende Ammoniumstickstoff in Form von Ammoniak unter Rückhalt von Salzen und organischen Substanzen selektiv entfernt und in Form von sauberem, ammoniumangereichertem Wasser rückgewonnen werden kann.
Forschungsprojekt MESH
Auftraggeber: Europäische Forschungsförderung
Zeitraum: 2007-2008
Leistungen: Konzeptentwicklung, Detailplanung, Betriebsunterstützung und -optimierung
Dieses durch die EU co-finanzierte Forschungsvorhaben am IFA Tulln hatte von 2007 – 2008 die Weiterentwicklung der MBR Technologie mit dem Einsatz von Gewebefiltern zum Ziel. Als KMU Partner zeichneten wir für die Entwicklung und Lieferung der halbtechnischen Pilotanlage verantwortlich.
MBR St. Peter MEMJET

Auftraggeber: Öffentliche Verwaltung und Europäische Forschungsförderung
Zeitraum: 2001-2002
Leistungen: Konzeptentwicklung, Detail- und Genehmigungsplanung, Bauaufsicht, Förderungsabwicklung, Betriebsunterstützung und -optimierung
Die Zielsetzung des Projektes lag darin, die technische und wirtschaftliche Durchführbarkeit der Gewinnung von Trinkwasser aus Abwasser zu demonstrieren.
Die kommunale Teichkläranlage der Gemeinde St. Peter ob Judenburg hatte damit zu kämpfen, dass sie die geforderten Ablaufwerte nicht erreichen konnte. Aus den drei Möglichkeiten (Beibehalten des Ist-Zustandes, Umbau in eine konventionelle Kläranlage und Optimierung der Anlage und Einsatz neuer Membranelemente) kristallisierte sich die letzte als die innovativste und kostengünstigste Variante heraus.
Zusätzlich sollte auch gezeigt werden, dass mit geringem technischem und wirtschaftlichem Aufwand aus dem Ablauf der optimierten Anlage Trinkwasser zu gewinnen ist. Weitere Informationen (Dateien zum Download): ÖWAV Seminar Wien (2001) und ÖWAV Seminar Linz (2003)
Entwicklung des MBR zur Deponiesickerwasserreinigungsanlage Halbenrain
Auftraggeber: Österreichisches Industrieunternehmen
Zeitraum: 1992-1994
Leistungen: Konzeptentwicklung, Detail- und Genehmigungsplanung, Bauaufsicht, Förderungsabwicklung, Betriebsunterstützung und -optimierung
in Zusammenarbeit mit den Universitäten TU Graz, PBF Zagreb und INSA Toulouse
Das Membranbelebungsverfahren stellt in der Abwasserreinigung für eine breite Palette von Anwendungen die beste verfügbare Technologie dar. Die Fähigkeit zur Anpassung und Kontrolle des Schlammalters und die freie Wahl der Trenngrenze der Membran ermöglichen hohe Abbauraten bzw. Rückhalte sogar für jene organischen Verbindungen, die in einer konventionellen Belebungsanlage nicht erreichbar sind.
Im Fall der hochbelasteten Deponiesickerwasserreinigungsanlage steht die stabile Betriebsweise und sichere Grenzwerteinhaltung im Vordergrund, auch aufgrund des sehr schwachen Vorfluters.

Es liegt hier eine sehr hohe Ammoniumbelastung vor, deren vollständiger Abbau ein ausgeprägtes Nitrifikation/Denitrifikations Regime erfordert, wobei die Denitrifikation an eine ausreichende Zufuhr der im Sickerwasser vorhandenen Kohlenstoff-Quelle gebunden ist. Daher scheidet hier eine anaerobe Vorbehandlung mit dem damit gekoppelten Kohlenstoffabbau schon aus diesem Grund aus.
Im Zuge der warmen Inbetriebnahme hat sich herausgestellt, dass bei einem pH-Wert von ca. 8,2 eine Ammonium-Konzentration im Permeat der Mikrofiltration von kleiner 20 mg/l gewährleistet werden muss, um eine Hemmung der Nitrifikation bei den herrschenden Prozesstemperaturen von etwa 35 °C zu verhindern.
Abschließend sei positiv erwähnt, dass die keramische Mikrofiltration über 20 Jahre ohne Membranwechsel in Betrieb ist und dass die eingesetzten günstigen Standardwickelelemente der nachgeschalteten Umkehrosmose ebenfalls Standzeiten von deutlich mehr als 12 Monate erreichen.
Weitere Informationen (Dateien zum Download):