Referenzen Filtration und Membrantrennverfahren

EnviCare® Engineering GmbH legt seit jeher einen starken Fokus auf Membrantechnologie. Forschung und Entwicklung und Implementierung neuartiger Verfahren in diesem Segment tragen seit über 25 Jahren dazu bei, dass im Büro nun ein umfangreicher Erfahrungsschatz vorhanden ist, egal ob es sich um Mikro-, Ultra-, Nanofiltrations-, Umkehrosmose- oder Membranbioreatoranlagen handelt.
Wie es sich stets wiederkehrend zeigt, ist die detaillierte und praxisbezogene Kenntnis der Membraneigenschaften die Grundlage erfolgreich umgesetzter Projekte. Dieses Wissen erwächst nur aus einer intensiven Beschäftigung mit den Planungsabläufen aber auch aus dem unbedingt notwendigen Know-How-Zugewinn aus der Betriebserfahrung und Optimierung realisierter Anlagen.
Oberflächenwasserreinigung von Abfallbehandlungsbetrieben mit einer MBR-Anlage

Auftraggeber: Abfallsammler und -behandler
Zeitraum: 2016-2021
Leistungen: Versuchsplanung und -betreuung, Planung der Großanlage, Genehmigungsverfahren, Begleitung der Umsetzung, Inbetriebnahme, Betriebsbetreuung
In zahlreichen Abfallbehandlungsbetrieben und Abfallwirtschaftszentren werden Abfälle auch im Freien auf dichten Flächen gelagert. Das belastete Niederschlagswasser (Kontaktwasser) ist zumeist organisch erheblich belastet. Daher muss der es vor der Ableitung zuverlässig unter die festgelegten Grenzwerte gereinigt werden. Die naturgemäß stark schwankende Quantität und Qualität des Kontaktwassers lassen keine herkömmliche, sedimentierende oder flotierende biologische Reinigung zu. Der biologisch-physikalische Reinigungsprozess in Form eines Membranbioreaktor-Anlage (MBR-Anlage) wird eingesetzt, um die Direkteinleiter-Qualität sicher zu stellen.
Weiter Informationen zu Membranbioreaktor-Anlagen werden auf der Seite „Membranbioreaktoren„ zur Verfügung gestellt.
Bei zwei Abfallbehandlungsbetriebe wurde durch die Fa. EnviCare® ein Versuch zur Reinigung des Oberflächenwassers mit einer MBR-Anlage betreut, auf Basis dieser Ergebnisse eine Großanlage geplant und das Genehmigungsprojekt erstellt. Nach erfolgreicher Genehmigung wurden die Umsetzung und Inbetriebnahme und seither der laufende Betrieb begleitet.
- Weitere Informationen (Datei zum Download).
- Konferenzbeitrag bei der 15. Recy&DepoTech 2020 (virtuelle Konferenz): „Membranbioreaktor zur Reinigung von Oberflächenwasser eines Abfallbehandlungsbetriebs“ (Mayr & Garstenauer, 2020)
MBR-Anlage als Teilprozess der Aufbereitung von flüssigen Abfällen
Auftraggeber: Abfallbehandler und -sammler
Zeitraum: 2015-2018
Leistungen: Versuchsplanung und -betreuung, Planung der Großanlage, Genehmigungsverfahren, Begleitung der Umsetzung, Inbetriebnahme, Betriebsbetreuung
Bei einem Abfallbehandlungsbetrieb werden flüssige Abfälle (z.B. Öl-Wasser-Gemische, Emulsionen) verarbeitet und dabei werden Verdampferdestillate und der Ablauf aus Flotationsanlagen generiert. Dieses Abwasser enthält organische Inhaltsstoffe. Die MBR-Anlage wird als nachfolgender Reinigungsschritt eingesetzt um Indirekteinleiter-Qualität des Abwassers zu erreichen.
EnviCare® plante und betreute zu Beginn einen Pilotversuch. Die Ergebnisse wurden als Grundlage zur Auslegung der Großanlage herangezogen. Das Genehmigungsprojekt für die gesamte Aufbereitungsanlage wurde erstellt und das Verfahren betreut. Nach erfolgreicher Genehmigung wurden die Umsetzung und Inbetriebnahme und seither der laufende Betrieb begleitet.
- Weitere Informationen (Datei zum Download).
- Beitrag beim ÖWAV Seminar an der TU Wien: „Einsatz des Membranbelebungsverfahrens in der österreichischen Industrie: Fallbeispiele und Grenzen“ (Mayr, 2017)

MBR Abwasserbehandlung bei einem Metallverarbeitungsbetrieb

Auftraggeber: Metallverarbeitungsbetrieb
Zeitraum: 2017-2021
Leistungen: Versuchsplanung und -betreuung, Planung der Großanlage, Genehmigungsverfahren, Begleitung der Umsetzung, Inbetriebnahme, Betriebsbetreuung
In der Galvanikindustrie wird bei der Oberflächenbehandlung von Metallerzeugnissen Abwasser generiert. Die ersten Behandlungsschritte sind Flockung und Fällung. Das Filtrat der nach-geschalteten Kammerfilterpresse enthält CSB, Schwermetalle (z.B. Zink, Eisen, Chrom) und auch abfiltrierbare Stoffe. Die MBR-Anlage wird als letzte Reinigungsstufe eingesetzt, um Direkteinleiter-Qualität zu erreichen.
- Weitere Informationen (Datei zum Download).
- Konferenzbeitrag bei der 13. Aachener Tagung Wassertechnologie 2019: „Membranbioreaktor als Teilprozess der Reinigung von Galvanikabwässern“
(Garstenauer & Mayr, 2019)
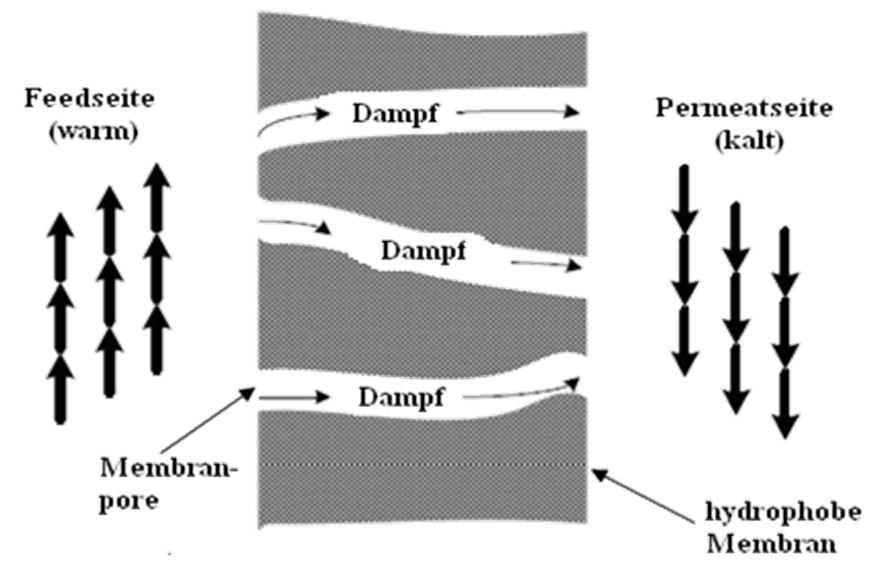
Forschungsprojekt Galvano-MD – Membrandestillation zur energieeffizienten Behandlung (Aufkonzentrierung) von Galvanikflüssigkeiten
Auftraggeber: Österreichisches Industrieunternehmen
Zeitraum: 2014-2016
Leistungen: Detailplanung, Prozesssimulation, Betriebsunterstützung und -optimierung
Im Rahmen des Projektes, welches von der FFG (Österreichische Forschungsförderungs GmbH) maßgeblich gefördert worden ist, wurde das Verfahren Membrandestillation für den Einsatz bei der Badpflege von Galvanik- bzw. Beizbecken weiterentwickelt. Anhand von Labor- und Technikumsversuchen wurde ein geeignetes Membranmodul entwickelt und die Betriebsparameter optimiert.
EnviCare® unterstützte dabei ihre Auftraggeberin bei der Detailplanung der Pilotanlage und der Prozesssimulation der Membrandestillation.
Die Projektpartner AEE INTEC und ROTREAT Abwasser GmbH wurden am 03. Oktober 2016 für die Innovation mit dem ACR-Kooperationspreis 2016 ausgezeichnet. Weitere Informationen können auf der Projekt-Homepage der AEE Intec nachgelesen werden.
MBR-Anlage Biodiesel

Auftraggeber: Planungsdienstleister
Zeitraum: 2008-2009
Leistungen: Vorentwurfsplanung und Basic Engineering
Das organisch hochbelastete Abwasser (CSB: 80-120 g/l) aus der Produktion von Biokraftstoffen und aus der Aufbereitung tierischer Fette fällt in einer Menge von 25 m³/d an und stammt vorwiegend aus wässrigen Destillaten der Kraftstoffreinigung. In vor Ort durchgeführten Pilotversuchen mit einem Membranbioreaktor konnte gezeigt werden, dass die MBR-Technologie stabil betrieben werden kann, um die Abwässer auf Indirekteinleiterqualität zu reinigen.
Nach der Inbetriebnahme erfüllt die Anlage heute die in sie gesetzten Erwartungen in Hinsicht auf einfache Betriebsführung, Einhaltung der Emissionsgrenzwerte und Durchsatz. Eingesetzt werden Tubularmembrane, welche im Cross-Flow-Mode betrieben werden.
- Weitere Informationen (Datei zum Download).
- Konferenzbeitrag bei 11th World Filtration Congress & Exhibiton in Graz: 2012 „Experience with MBR-Systems for cleaning highly loaded organic waste water“
(Mayr, 2012)
Membranbioreaktor-Anlage Lebensmittelerzeugung
Auftraggeber: Österreichisches Industrieunternehmen
Zeitraum: 2007-2008
Leistungen: Detailplanung und Versuchsbetreuung der Pilotanlage bis zum Umbau der Abwasserreinigungsanlage
Das Abwasser des Lebensmittelproduktionsbetriebes wird in einer betrieblichen Abwasserreinigungsanlage vor der Einleitung in die öffentliche Kanalisation biologisch gereinigt. Um die Leistungsfähigkeit der bestehenden Anlage zu erhöhen, wurde ein Konzept zur Integration der Membranfiltration – ein sogenannter Membranbioreaktor – für den Standort entwickelt. Mit einer Pilotanlage wurde die grundsätzliche Eignung des Verfahrens festgestellt und die Grundlagen für die Auslegung der Großanlage ermittelt.

Forschungsprojekt MESH
Auftraggeber: Europäische Forschungsförderung
Zeitraum: 2007-2008
Leistungen: Konzeptentwicklung, Detailplanung, Betriebsunterstützung und -optimierung
Dieses durch die EU co-finanzierte Forschungsvorhaben am IFA Tulln hatte von 2007 – 2008 die Weiterentwicklung der MBR Technologie mit dem Einsatz von Gewebefiltern zum Ziel. Als KMU Partner zeichneten wir für die Entwicklung und Lieferung der halbtechnischen Pilotanlage verantwortlich.
1. kommunale Membrankläranlage in Österreich
Auftraggeber: Gemeinde und Land mit EU-EFRE-Fördermittel
Zeitraum: 2002
Leistungen: Pilotversuch, Basic- und Detailengineering, Genehmigung, Betreuung
Die 1. membrangestützte kommunale Kläranlage Österreichs wurde in der Steiermark errichtet, wobei in der Forschung die Montanuniversität Leoben maßgeblich eingebunden war.
Das Demonstrationsprojekt wurde im Jahr 2002 mit Forschungsmittel des FFF und der EU (EFRE) umgesetzt und beweist seither erfolgreich im Dauerbetrieb die ökonomische und ökologische Machbarkeit dieser modernen Technologie.
Die Ablaufqualität dieser Kläranlage erfüllt die Anforderungen an die Badewasserqualität mit Sicherheit.

- Weitere Informationen (Datei zum Download).
- Konferenzbeitrag bei der 3. Aachener Tagung für Siedlungswasserwirtschaft und Verfahrenstechnik: „Membrantechnik in Österreich – Aktuelle Projekte“ (Mayr, 2000)
Mikrofiltrationsanlage im Abwasser einer Molkerei

Auftraggeber: Österreichisches Industrieunternehmen
Zeitraum: 2001-2003
Leistungen: Versuchsdurchführung und Unterstützung bei der Anlagendetailplanung der Cross-Flow Mikrofiltrationsanlage zur Abwasserreinigung
Um nach einer Produktionserweiterung den festgelegten Einleitkonsens nicht zu überschreiten, wurde bei einer Molkerei ein innovatives Projekt zur betrieblichen Abwasserreinigung realisiert. Die mit lipophilen Stoffen hoch belasteten Abwässer werden mittels einer Cross-Flow Ultrafiltrationsanlage vorbehandelt, bevor das Filtrat in die örtliche Kläranlage und das Konzentrat mittels Druckleitung in den Faulturm der derselben Kläranlage zur Co-Fermentation geleitet wird. Aus den energiereichen Abwasserinhaltsstoffen wird daher Biogas produziert. Dadurch wurde eine optimale ökologische und ökonomische Lösung für alle Beteiligten geschaffen.
- Beitrag im Tagungsband der DBU, Osnabrück, 2005: „Wassermanagement in der österreichischen Milchverarbeitung: Frachtreduzierung und -verwertung, Anmerkungen zum Thema Wasserrecycling“ (Mayr & Bonapace, 2005)
- Weitere Informationen (Datei zum Download).
Sickerwasserreinigung einer Reststoffdeponie
Auftraggeber: Metallverarbeitungsbetrieb
Zeitraum: 2000-2001
Leistungen: Labor- und Pilotversuche, wasserrechtliches Genehmigungsprojekt
Zur Reinigung des Sickerwassers einer Schlackendeponie (heute: Reststoffdeponie) eines Stahlproduktionsbetriebes wurden von EnviCare® Labor- bzw. Pilotversuche durchgeführt und darauf basierend der wasserrechtliche Bewilligungsantrag zur Direkteinleitung der Deponiesickerwässer der Schlackendeponie ausgearbeitet.
Die Anlage ist in Containerbauweise errichtet und basiert auf einer zweistufigen Umkehrosmose im Disk-Tube-Design. Das Permeat wird direkt in den Vorfluter eingeleitet.

MBR Deponiesickerwasser Halbenrain

Auftraggeber: Österreichisches Abfallwirtschaftsunternehmen
Zeitraum: 1993-1995
Leistungen: Planung und Entwicklung, Genehmigung, Bauaufsicht, Inbetriebnahme
Hier wurde im Jahr 1994 die damals größte Deponiesickerwasserreinigungsanlage Europas errichtet, die vor allem in Hinsicht auf die Zulaufkonzentrationen (Leitfähigkeit 35.000 µS/cm, Ammonium-N 4.000 mg/l und CSB 25.000 mg/l) als auch Ablaufkonzentrationen (Leitfähigkeit < 100 µS/cm, Ammonium-N < 10 mg/l, Nitrat-N < 30 mg/l und CSB < 50 mg/l) bemerkenswert war. Sie besteht aus einer biologischen Reinigungsanlage inkl. Nitri- und Denitrifikation mit keramischer Cross-Flow Mikrofiltration und abschließender zweistufiger Wickelmodul-Umkehrosmoseanlage. Die Anlage ist noch heute in Betrieb.
Dr. Mayr war als Abteilungsleiter der Abfallentsorgungsfirma für die Prozessentwicklung, Maßstabsvergrößerung, Genehmigung, Anlagenbau, Bauaufsicht und für die Inbetriebnahme verantwortlich.
- Weitere Informationen (Datei zum Download).
- Beitrag in der ÖWAV Zeitschrift: „Hochleistungsbiologie und Membrantrenntechnik zur Abwasserreinigung: Fallstudie Deponiesickerwasser“ (Mayr et al., 19994)